























































Pri značkách, kde zlyhanie švu nie je prijateľným výsledkom, stojí za to pochopiť rozdiel medzi týmito dvoma situáciami.
Štandard 27,12 MHz: Prečo sa RF zváranie zahrieva inak
Hlavným rozdielom medzi RF zváraním a konvenčným tepelným spájaním nie je len účinnosť – je to smer, v ktorom teplo prechádza materiálom.
Konvenčné metódy (horúce tyče, vyhrievané dosky, teplovzdušné pištole) aplikujú energiu na povrch materiálu a spoliehajú sa na vedenie, aby sa interiér dostal na teplotu lepenia. Pre tenké filmy to funguje primerane. Pre hrubé a husté laminátové tkaniny TPU používané v prémiovom vodotesnom výstroji to vytvára praktický problém: uvedenie vnútorného rozhrania na teplotu fúzie si vyžaduje dostatok času na zotrvanie na povrchu, aby sa najskôr riskovalo spálenie alebo deformácia vonkajšej vrstvy. Okno medzi „nedostatkom“ a „príliš veľa“ sa s rastúcou hrúbkou materiálu zužuje.
RF zváranie to obchádza vytváraním tepla z vnútra materiálu a nie jeho vedením dovnútra. Profesionálne vysokofrekvenčné zváracie zariadenie pracuje na frekvencii 27,12 MHz – určenom vysokofrekvenčnom pásme ISM (priemyselné, vedecké a lekárske) pridelené pre túto triedu priemyselných zariadení. Pri tejto frekvencii striedavé elektromagnetické pole spôsobí, že sa polárne molekuly v TPU pokúsia o opätovné zarovnanie pri každej oscilácii: približne 27 miliónov krát za sekundu. Molekulové trenie, ktoré to vytvára, generuje teplo rovnomerne v celej zvarovej zóne, na rozhraní, kde musí dôjsť k fúzii, bez spoliehania sa na tepelnú vodivosť medzi povrchom a interiérom.
Pri súčasne aplikovanom pneumatickom tlaku materiál na rozhraní spoja dosiahne teplotu fúzie a vrstvy sa spájajú na molekulárnej úrovni. Akonáhle sa pole odstráni a materiál sa ochladí pod trvalým tlakom, pôvodná hranica medzi dvoma panelmi už štrukturálne neexistuje – zóna zvaru sa stala jedným súvislým kusom materiálu. Pri testovaní deštruktívnym ťahom sa táto zóna zvyčajne drží za bodom zlyhania okolitej základnej tkaniny. Tento výsledok je praktickým štandardom pre správne vykonaný RF zvar.
Welding 840D High-Tenacity TPU: Užšia rezerva pre chyby
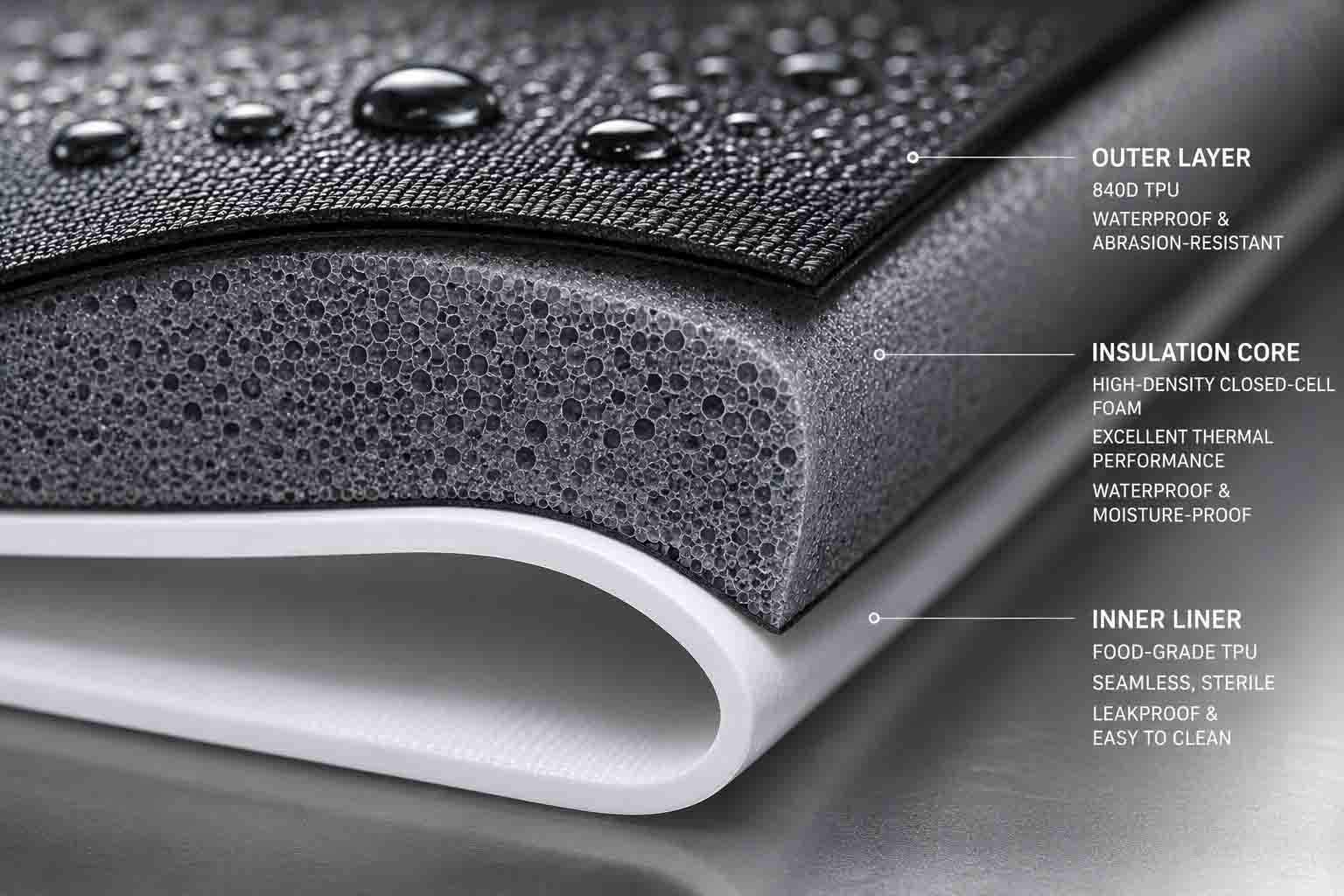
RF zváranie funguje v celom rade kompatibilných termoplastov – PVC, PET, EVA, rôznych PU potiahnutých tkaninách. Pre náročné vonkajšie aplikácie vyžadujúce trvalú odolnosť proti oderu a štrukturálnu integritu pri zaťažení je referenčným materiálom vysokopevnostný TPU s 840 deniermi. Je to tiež ten, ktorý kladie najväčšie nároky na kalibráciu procesov.
Vyšší denier znamená väčšiu hmotu materiálu v zóne zvaru, čo si vyžaduje viac elektromagnetickej energie na dosiahnutie teploty fúzie. Problém je v tom, že to neznamená len zapnúť energiu. Prevádzkové okno – rozsah medzi nedostatočnou energiou (neúplné roztavenie, zvar náchylný na únik) a nadmernou energiou (prepálenie materiálu, narušená vodotesná bariéra) – sa s rastúcou hmotnosťou tkaniny zužuje. Nastavenie výkonu, ktoré funguje čisto na 420D TPU, môže vytvárať studené miesta na 840D v rovnakom čase cyklu, zatiaľ čo nastavenie kalibrované pre 840D môže spaľovať tenšie materiály v rovnakom produkte.
Toto si vyžaduje kalibráciu špecifickú pre daný materiál. Keď 840D TPU vstúpi do výrobnej linky – či už ide o uvedenie nového produktu alebo novú dávku materiálu od rovnakého dodávateľa – je potrebné overiť výstup RF, tlak lisu a načasovanie cyklu s týmto špecifickým materiálom: jeho denier, hmotnosť povlaku TPU a zloženie. Tieto parametre patria do zdokumentovaného SOP, overeného na začiatku každej výrobnej série. Zariadenie, ktoré používa jednotné nastavenia pre všetky hmotnosti látok, túto prácu nevykonáva, bez ohľadu na to, ako je funkcia opísaná.
Tri procesné premenné, ktoré určujú konzistenciu výroby
Prototyp, ktorý prejde tlakovou skúškou, potvrdí, že je možné dosiahnuť správny zvar. Konzistentná produkcia vyžaduje kontrolu premenných, ktoré určujú, či je opakovateľná v rámci objemu.
Presnosť lisovania
Zváracia matrica – tvarovaná elektróda, ktorá sa dotýka materiálu a definuje geometriu zvaru – je opracovaná z mosadze alebo hliníka na rozmery požadované špecifickým vzorom švu. Presnosť rozmerov v tomto nástroji nie je druhoradým problémom. Nerovný povrch matrice vytvára nerovnomerné rozloženie tlaku v zóne zvaru, čo spôsobuje nerovnomerné vnútorné zahrievanie: studené miesta, kde materiál nedosiahol plnú teplotu tavenia a horúce miesta, kde bol prehriaty. Studené miesta sa stávajú iniciačnými bodmi úniku. Horúce miesta sa stávajú oblasťami stenčovania materiálu, ktoré ohrozujú dlhodobú integritu švov.
Opotrebenie matrice má rovnaký vplyv na objem výroby. Kontaktné povrchy, ktoré boli na začiatku výrobnej kampane v rámci tolerancie, sa postupne vymykajú z tolerancie. Zodpovedné vysokofrekvenčné zváracie operácie sledujú stav matrice a vymieňajú alebo prekalibrujú nástroje skôr, ako opotrebenie ovplyvní kvalitu zvaru – nie potom, čo začne testovanie kontroly kvality preukazovať zvýšenú poruchovosť.
Aplikácia tlaku: Dve fázy, dve rôzne funkcie
Pneumatický tlak pri vysokofrekvenčnom zváraní slúži rôznym funkciám počas aktívnej zváracej fázy a nasledujúcej chladiacej fázy, pričom obe dôležité sú.
Počas aktívnej RF fázy tlak zaisťuje tesný kontakt medzi vrstvami materiálu na zvarovom rozhraní, čo umožňuje molekulárne prelínanie, keď TPU dosiahne teplotu fúzie. Počas chladiacej fázy po odstránení RF energie tlak udržuje tavenú zónu na mieste, zatiaľ čo polymérne reťazce tuhnú. Uvoľnenie tlaku predtým, ako sa zóna zvaru dostatočne ochladí, umožňuje deformáciu ešte mäkkého materiálu, čím sa vytvorí slabšia väzba a rozmerové nezrovnalosti na okrajoch zóny zvaru, ktoré sa pri používaní stávajú bodmi koncentrácie napätia.
Predčasné uvoľnenie tlaku patrí medzi najbežnejšie procesné skratky pri vysokoobjemovom vysokofrekvenčnom zváraní, kde tlak v čase cyklu vytvára prevádzkový stimul na rýchly prechod k ďalšej časti. Výsledné zvary často prejdú vizuálnou kontrolou a počiatočným nízkotlakovým testovaním, potom vykazujú zvýšenú poruchovosť pri trvalom zaťažení a opakovanom cyklovaní ohybu v teréne.
Načasovanie cyklu
Kompletný cyklus RF zvárania prebieha v troch fázach: predlisovanie (tlak aplikovaný pred RF aktiváciou, čo umožňuje materiálu správne sedieť v matrici), aktívny zvar (zapnutá RF energia, dochádza k molekulárnemu ohrevu a fúzii) a chladenie pod tlakom (RF vypnuté, zóna zvaru stuhne). Každá fáza má optimálne trvanie špecifické pre hrúbku materiálu, hmotnosť povlaku a používanú geometriu lisovnice.
Tieto časovania sa medzi materiálmi neprenášajú. Cyklus vyvinutý pre špecifickú špecifikáciu TPU podvarí ťažšiu tkaninu a riskuje nadmerné zváranie ľahšieho materiálu použitého inde v rovnakom produkte. Keď sa materiálové špecifikácie zmenia medzi výrobnými sériami – rôzne denier, rôzne hmotnosti náterov, rôzne šarže dodávateľa – parametre cyklu vyžadujú opätovné overenie, nie predpoklad kontinuity.
Testovanie hydrostatického tlaku 1,0 bar: Čo to vlastne potvrdzuje
Vizuálna kontrola švov identifikuje defekty na úrovni povrchu: viditeľné stopy po spálení, zjavné medzery v pokrytí zvarov, hrubé skreslenie rozmerov. Neidentifikuje nedostatočne zatavené vnútorné zóny, mikrodutiny na rozhraní zvaru alebo studené miesta, ktoré držia v okolitých podmienkach, ale otvárajú sa pri zaťažení. V prípade vodotesných výrobkov s akýmkoľvek nárokom na hodnotenie tlaku je vizuálna kontrola podlaha, nie strop.
Test hydrostatického tlaku 1,0 bar je validačný štandard pre seriózne RF zvárané vonkajšie produkty. Jeden bar zodpovedá hydrostatickému tlaku 10-metrového vodného stĺpca – čo je výrazne nad rámec ponorných podmienok, s ktorými sa väčšina vonkajších produktov stretne pri použití v teréne, čo z neho robí zmysluplný výrobný kvalifikačný test.

Postup: hotové výrobky sa nafúknu na vnútorný tlak 1,0 bar a buď sa ponoria do vody alebo sa držia pod tlakom na definovanú dobu. Podmienkou vyhovenia je nulová emisia mikrobublín z akéhokoľvek švu, zóny zvaru alebo uzatváracieho bodu. Jedna bublina označuje cestu úniku, ktorá prepúšťa vodu pri použití v teréne bez ohľadu na mierku. Na tejto úrovni testu nie je prípustné čiastočné úspešné absolvovanie testu.
To, čo test potvrdil, presahuje to, či konkrétna jednotka v momente testovania udrží tlak. Produkt prechádzajúci tlakom 1,0 bar potvrdil úplnú molekulárnu fúziu v každej zóne zvaru, správny kontakt matrice v celej geometrii švu a primerané chladenie pred uvoľnením tlaku. Konzistentné miery úspešnosti naprieč výrobnou sériou sú dôkazom riadenia procesu – nie variácií jednotlivých jednotiek, ktoré sa vyskytli pri pozitívnom trende.
Frekvencia testovania je rovnako dôležitá ako závažnosť testu. Testovanie na jednotku na produktoch s kritickými švami poskytuje kompletné výrobné pokrytie a zachytáva jednotlivé chyby pred odoslaním. Dávkové vzorkovanie poskytuje štatistickú spoľahlivosť pri nižších nákladoch, ale umožňuje prejsť jednotlivými zlyhaniami. Príslušný protokol závisí od následných nákladov na poruchu jednej jednotky v teréne – pre produkty, kde jeden únik spôsobuje reklamáciu záruky a potenciálne vystavenie značke, je testovanie na jednotku racionálnou pozíciou.
Hodnotenie schopnosti RF zvárania: Otázky, ktoré rozlišujú zrelosť procesu
Zabránenie úniku vo vysokofrekvenčných zváraných vodotesných výrobkoch je technickým výsledkom, nie výrobným tvrdením. Procesné premenné sú známe, kontrolné metódy sú zavedené a testovací protokol, ktorý overuje výsledok, je dobre definovaný. Výrobca so skutočnými schopnosťami v tejto oblasti opíše svoju činnosť v týchto špecifických podmienkach.
Otázky, ktoré sa oplatí položiť pri hodnotení dodávateľa, sú konkrétne:
Ako sú zdokumentované nastavenia RF napájania a časy cyklov podľa špecifikácie materiálu a čo spúšťa opätovné overenie pri zmene šarží materiálu?
Ako sa monitoruje stav matrice a pri akej hranici sa vymieňa nástroje?
Vykonáva sa hydrostatické testovanie na jednotke alebo odberom vzoriek v dávkach a pri akom tlaku?
Môžu poskytnúť záznamy o testoch z nedávnych výrobných sérií porovnateľných produktov?
Toto nie sú ťažké otázky pre zariadenie, ktoré skutočne riadi tieto premenné. Sú to veľmi ťažké otázky pre zariadenie, ktoré prevádzkuje vysokofrekvenčné zváracie zariadenia bez procesnej disciplíny. Odpovede vám povedia, v akej situácii sa nachádzate.